Flexió de perfils: mètodes eficaços i segurs

Durant la instal·lació de sistemes de canonades, la fabricació d'estructures de construcció, productes per a diferents necessitats de la població i explotacions urbanes, es realitzen flexions de canonades a la construcció, serveis públics, energia, petroli i gas, aigua i moltes altres àrees. En general, és impossible comptar el total, però és útil saber com plegar les canonades. Altres mètodes poden ser útils a la llar.

Tipus de productes
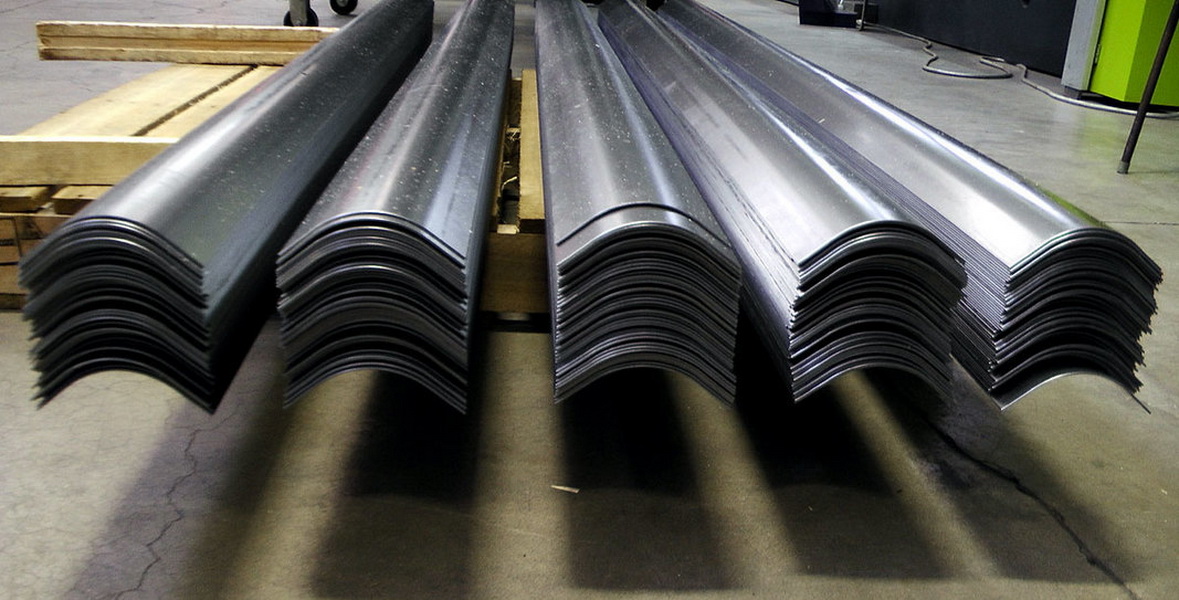
Els productes de rodament de canonada de perfil estan representats per una sèrie de canonades metàl·liques de diverses configuracions en secció transversal de la secció transversal. Poden ser molt diferents, però diferents de la ronda, és a dir, de forma no estàndard: ovoide i plana-ovalada, rectangular, sovint amb una configuració quadrada amb cantonades arrodonides, i fins i tot de múltiples facetes. La ronda s’utilitza de forma estreta - principalment per a la construcció de xarxes d’aprovisionament d’aigua i de clavegueram.





Els perfils de formes quadrades i rectangulars són més exigents al mercat. Degut a que és més fàcil fixar qualsevol material en una paret plana, s’utilitzen popularment en la construcció d’edificis industrials i residencials. Un element d'aquest tipus ha augmentat la seva força i és un reforç de l’edifici. El perfil fa front a les càrregues del moment (càrregues de flexió), raó per la qual cosa són una bona opció per a la construcció del marc metàl·lic dels edificis amb diferents fins.




Els productes es produeixen en una àmplia gamma de mides, depenent del tipus de metall: per exemple, el coure es pot trobar en una sèrie de perfils de parets gruixudes d'un gran valor de la zona del tall, a diferència de l'alumini. Els mobles estan fabricats amb productes d'acer inoxidable de parets primes. El material per a la fabricació sovint es converteix en acer d'aliatge baix o alt. Els tubs quadrats difereixen els uns dels altres pel mètode de producció: són electro-sòlids, laminats en fred i laminats en calent, sense costures. Una característica especial de la soldadura és la presència d'un mitjà de gas inert, però hi ha una altra manera: la soldadura per inducció.



Característiques
Els productes d'una canonada de perfil no tenen un pes elevat, de manera que és possible i en un curt període de temps crear estructures amb arcs no pesats. Això és imprescindible per a la construcció d’una varietat d’hivernacles i hivernacles de baix cost.




La construcció amb l'ús de marcs metàl·lics és important no només per a residents i jardiners d'estiu. Sovint, la necessitat d’utilitzar aquests materials de construcció sorgeix de residents urbans si volen organitzar un territori privat adjacent a la casa. Per exemple, instal·leu de forma ràpida i econòmica una glorieta, una terrassa coberta o un dosser de policarbonat: això és bastant habitual a les ciutats modernes.




Profileprokat també s'utilitza en la construcció d’escales i baranes. Sovint succeeix que la configuració estàndard no és adequada per a un determinat tipus de disseny; aquí és necessari ser flexible amb l'ús d'equips especials o alguns trucs. Sobre això una mica més tard.




Les canonades fabricades en producció tenen determinats paràmetres geomètrics, que posteriorment influeixen en les característiques plàstiques. El gruix de la paret i la zona transversal afecten aquest paràmetre com el radi mínim de flexió.Indica el valor d’arrodoniment en el qual no es produirà cap dany mecànic.
La deformació dels productes d’acer no és tan simple com sembli a primera vista. Es requereix un cert coneixement, la capacitat d’escollir la tecnologia i l’equip adequats. Només donar l’aparença necessària no és l’essència del nostre treball, mentre que la realitzem és necessari preservar paràmetres importants - gruix de la paret, mantenir dimensions lineals i no interrompre les capacitats operatives. Les següents càrregues actuen sobre la peça de treball com a conseqüència de l’aplicació de la força: a la secció interior - la força de compressió, a l’exterior (exterior) - força de tensió. Tenint en compte la seva acció, l’element es deforma, rebent un revolt total o parcial.
Però a causa de les peculiaritats dels detalls, hem d’afrontar alguns problemes.
- Pèrdua d'alineació a causa del canvi de forma. Això significa que els segments tubulars poden estar en diferents plans, la qual cosa és inacceptable. Els experts que expliquen aquest fenomen emeten una elecció incorrecta del mètode de flexió.
- La ruptura de la paret exterior. En el procés d'estirament del metall s'esvaeix, si la càrrega supera la quantitat que pot suportar.
- Com a resultat de la contracció desigual de la paret interna, es formen plecs semblants a una ondulació.

Torna a la forma anterior d'aliatges de baix aliat i carboni que tenen un alt coeficient d'elasticitat. Després de plegar-se, molts elements semblen "elàstics", i el producte després d’aquest fenomen ha de ser ajustat a les dimensions desitjades, cosa que pot complicar el treball. Per desfer-se dels problemes no desitjats i del treball addicional, cal determinar el valor del moment plàstic de la resistència del material i tenir en compte aquest paràmetre. Cal assenyalar que com més petit sigui l’angle, menor serà la conseqüència elàstica.

Eines
PerfilBibs portàtils
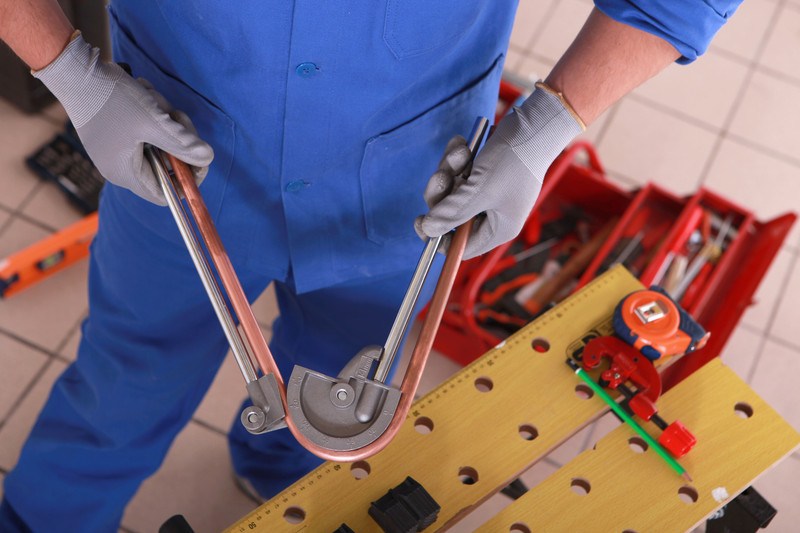
És molt convenient doblar-se immediatament al lloc d’instal·lació. Per aconseguir-ho, és més racional utilitzar un doblador de tubs portàtils.

Palanca de perfils de perfil
En utilitzar aquest dispositiu, la flexió del perfil es produeix exclusivament a través de la força mecànica d’una persona. Això és possible gràcies a la presència d’una palanca en l’aplicació d’una força de magnitud considerable. Les peces fabricades amb metalls plàstics i acer inoxidable, la secció transversal de la qual no supera els dos centímetres, es poden doblegar fins a 180 graus.
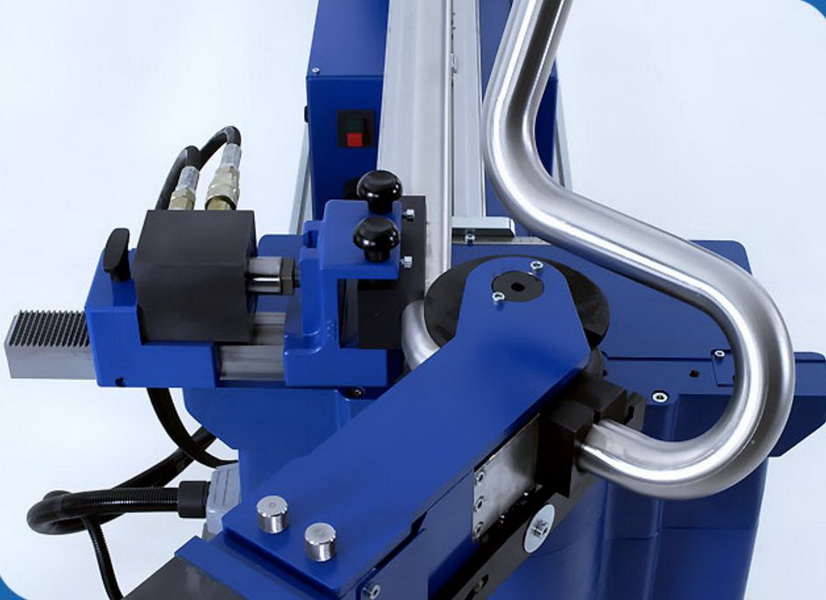
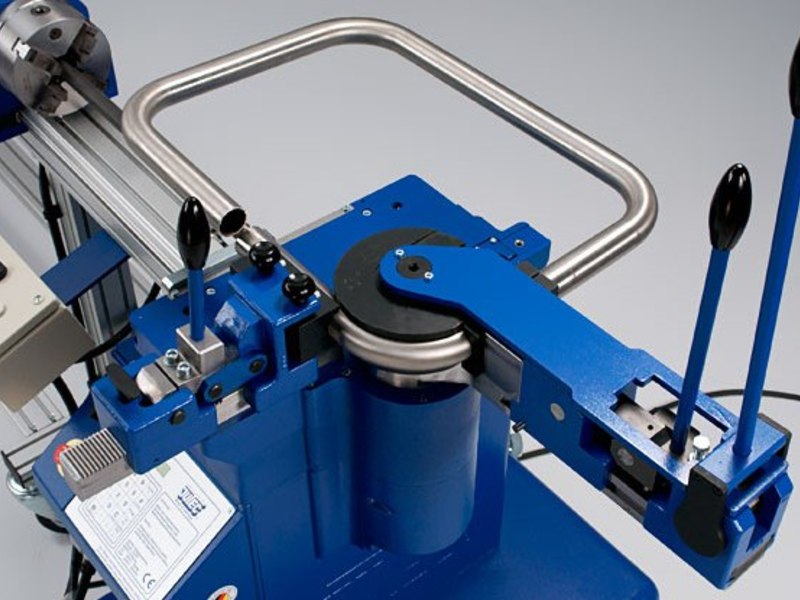
Dobladores de canonades
Aquesta eina consta de les següents parts:
- element de flexió;
- un chopik en moviment connectat a una sabata de flexió;
- Dues parts de suport girant al voltant dels seus propis eixos, on es col·loca la part inclinada.

El dispositiu pot ser amb una configuració mecànica (de cargol), hidràulica amb control manual, o amb un accionament elèctric. Aquests dispositius portàtils fàcilment doblegen un angle de 90 graus als productes metàl·lics fabricats amb material plàstic amb una secció transversal de fins a 100 mm.
Hidràulica
En producció i ús domèstic, els dispositius hidràulics amb exposició manual o mecànica són més habituals.
Enumerem els seus avantatges:
- Grans volums que es poden realitzar en comparació amb el perfil mecànic.
- Una oportunitat per triar el doblador de canonada vertical o horitzontal procedent de condicions d’espai de treball i comoditat en el treball.
- Facilitat de substitució de punxons (recanvis per especificar l'angle).
- L'existència de dispositius que doblegen simultàniament diverses instal·lacions alhora, cosa que redueix significativament el temps dedicat.
- Eliminació de les dificultats de treball fins i tot per a principiants.
- Existència d’una canonada que protegeix contra lliscaments i dispositius que adverteixin contra lesions.
- La senzillesa de la reparació de mans a la llar.

Dobladors de tubs elèctrics
Doblen els productes metàl·lics situats en els components de flexió, que, segons el radi, és possible canviar. En aquests dispositius hi ha un mandril giratori, amb l'ajuda del qual canvien el producte. En absència d’alimentació elèctrica, el dispositiu funciona a partir d’una bateria interna.
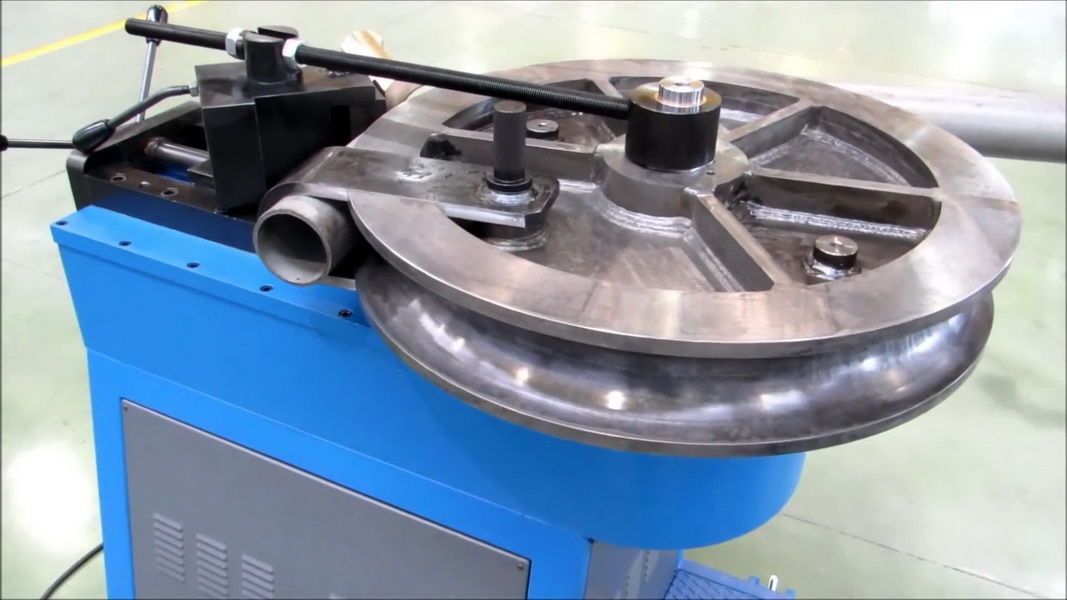
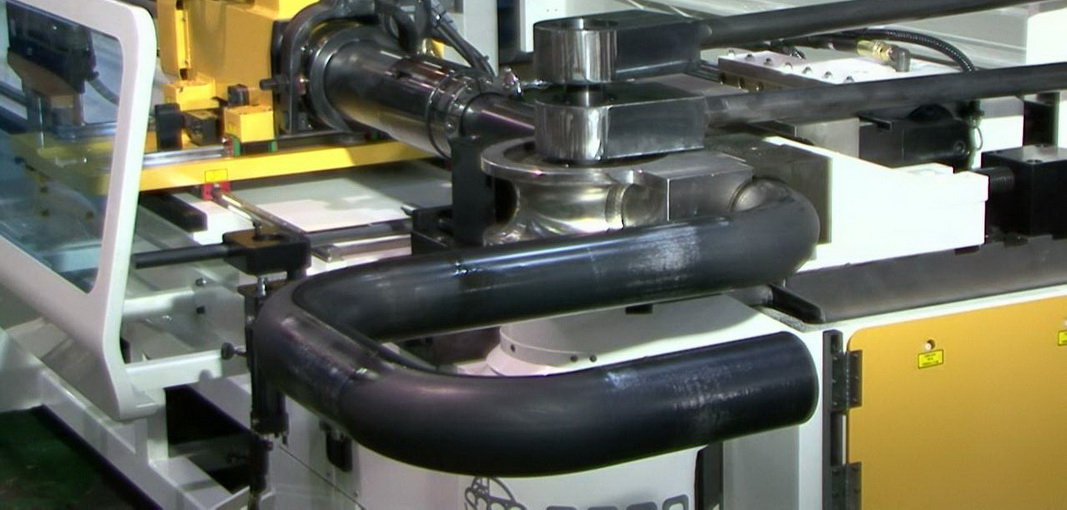
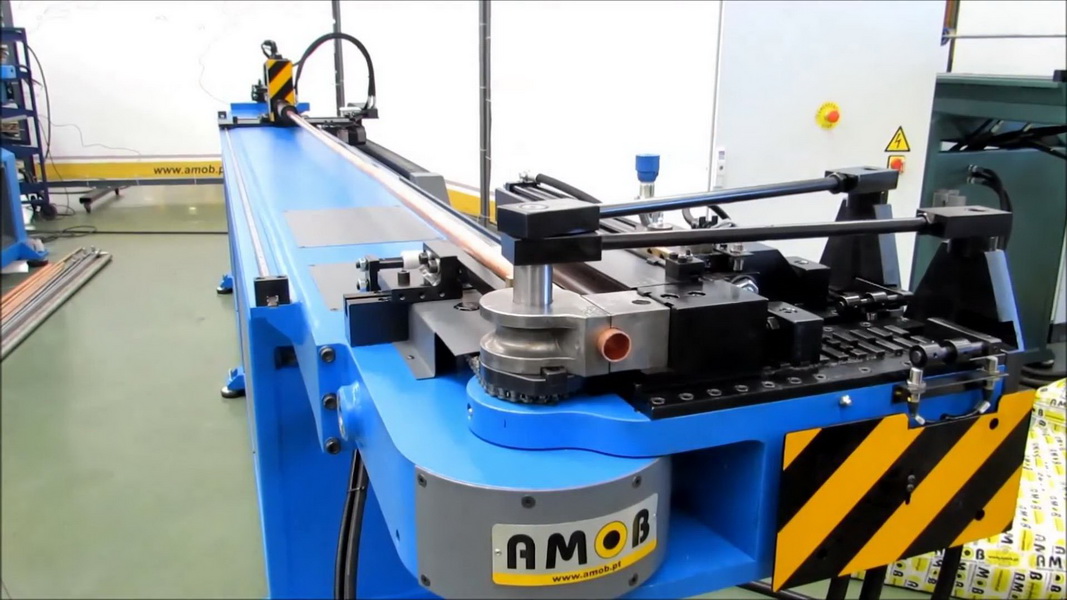
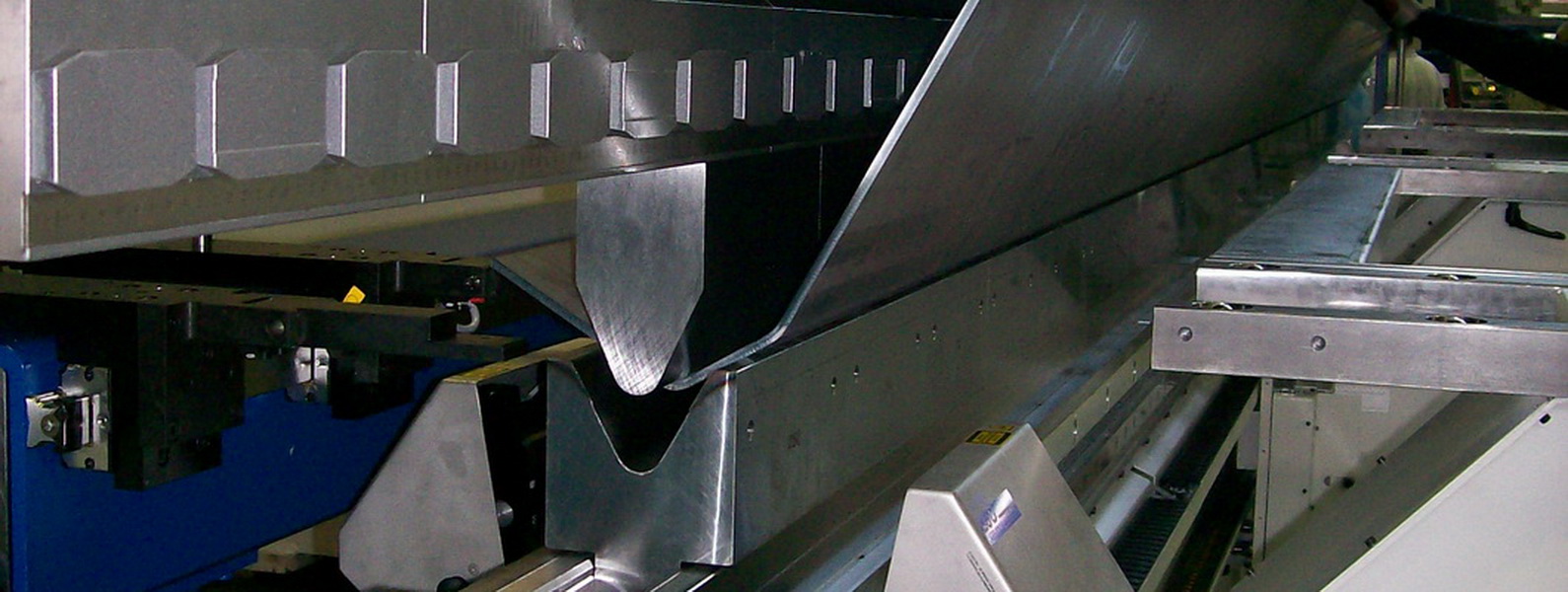
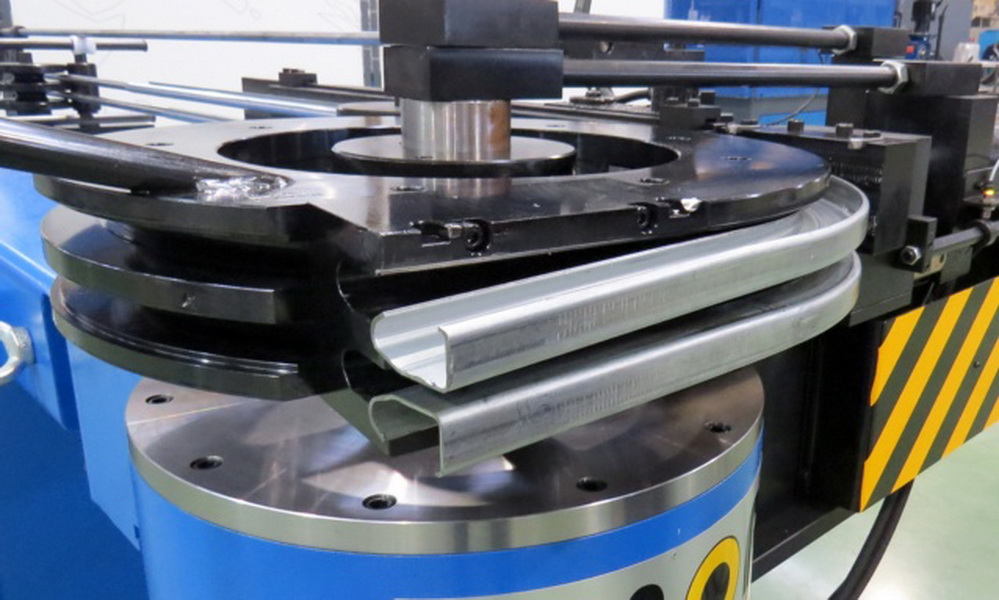
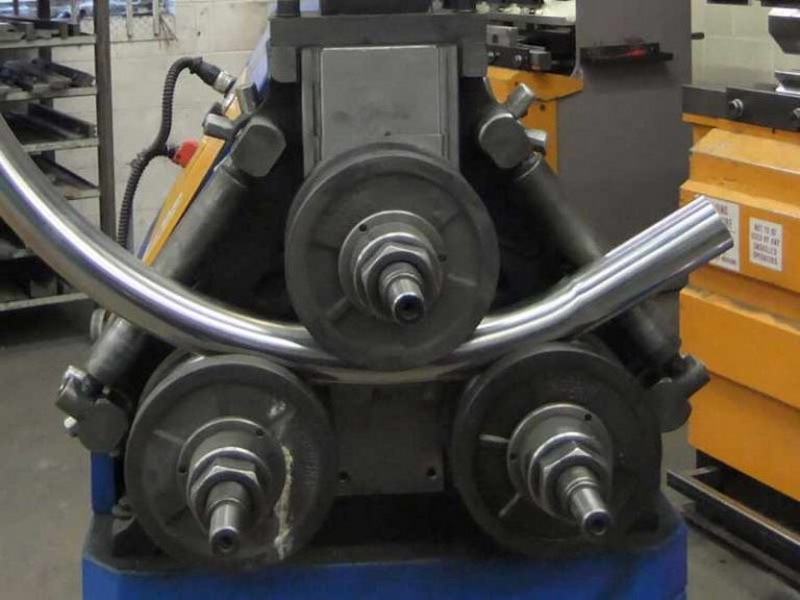
Doblat de màquines
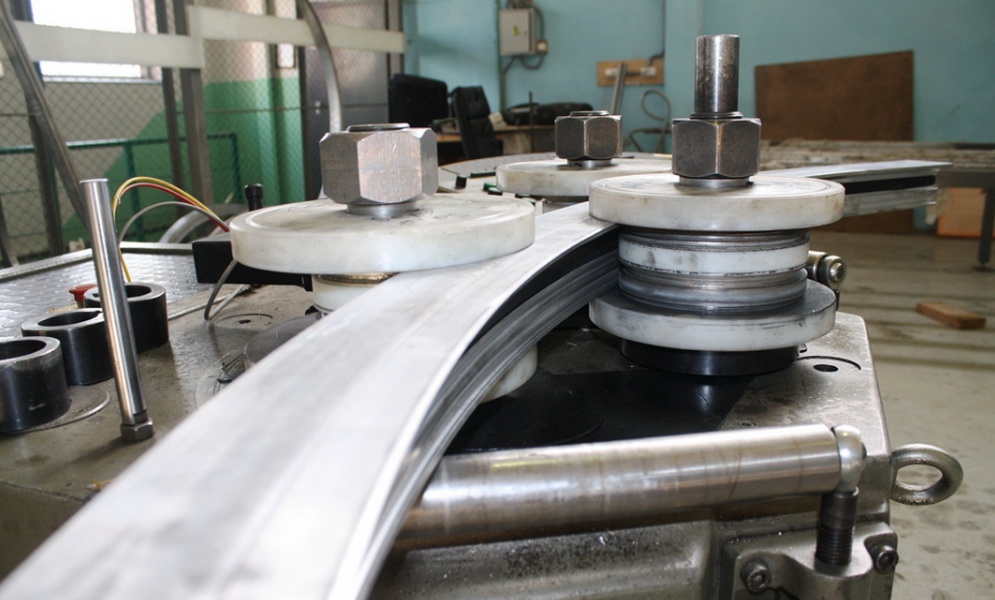
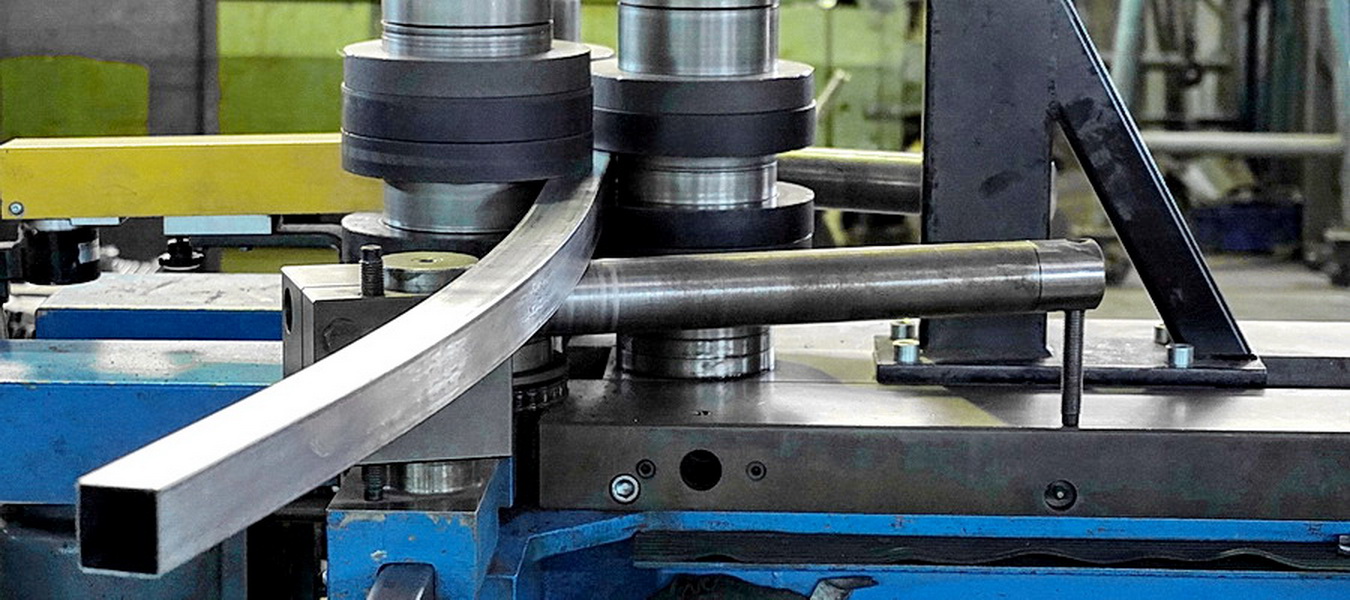
Quan el mètode de fred, anomenat laminat, utilitzeu un molí de rodets estàndard, amb tres rodaments de rodets (corró). La forma i el radi del revolt a la sortida depèn de l’elecció i la instal·lació de la forma i la mida requerides. Aquesta màquina és capaç de donar un revolt a les peces de qualsevol material i de qualsevol configuració: no només es fa front a quadrats, sinó també a seccions triangulars i més complicades. Amb l'ajut d'aquests equips, es pot deformar la peça de treball de màxima durada, que és molt important, i també aconseguir un producte inclinat a 360 graus (en un anell). El mètode de laminació es defineix com el tipus de deformació més general, per tant, l’equip pertany a l’universal.
A més, la màquina us permet establir un angle específic, que augmenta la precisió durant la instal·lació. L'angle es pot controlar manualment o en màquines CNC (amb control d'informació numèrica) fixades numèricament amb el control de procés posterior. En aquestes màquines es fa la producció de tovalloles escalfades a cada casa. En la fabricació de canonades per a terres escalfades també cal posar-se en contacte amb l'equip de la màquina. Té una producció a gran escala de components per a escales de cargol, porxos, diverses formes de tanques i elements decoratius que serveixen simplement per decorar l'interior.
Els costats positius d’aquests dispositius són les següents possibilitats.
- La capacitat d’evitar inexactituds quan es treballa amb detalls subtils, a diferència dels dispositius manuals, sovint donant una corba aguda en comptes d’una línia corba suau.
- Precisió Un criteri obligatori en una construcció seriosa és aquest tema. De nou, no es comparen altres tipus de mecanismes i mètodes dissenyats per a aquest tipus de treball amb les màquines professionals. Quan es fabrica per a la venda, també és impossible fer-ho sense aquest avantatge.
- Arribeu a alta velocitat per obtenir el producte acabat. Al cap ia la fi, la velocitat mitjana de la flexió del perfil és de 0,2-0,3 m / s.
- Autonomia. La capacitat dels equips de funcionar sense la intervenció humana en el nostre segle ja no és una innovació, sinó només una utilitat, però en algun lloc és un complement essencial per a altres característiques.
- El potencial de fer grans volums.

Hi ha unitats fixes de plegat de perfil que estan alimentades per una xarxa elèctrica de 380 V, per exemple, no són adequades per a ús personal. Per no fer una compra errònia, cal estudiar acuradament les característiques del producte. La instal·lació de Rollforming és molt eficaç, però també costosa. A més, l’ús d’aquests equips només és possible a la fàbrica.
Sovint, per obtenir peces de major qualitat, s'utilitza el plegat de mandrils, cosa que és factible quan es treballa amb pràcticament qualsevol dispositiu. Sobre ella en ordre. Dorn és una peça rígida o flexible, que es col·loca dins del segment doblable al lloc de la flexió posterior. Després de canviar la forma del producte resulta suau, no té plecs ni altres defectes. Aquest conjunt d’avantatges de la metodologia s’aconsegueix seguint una reducció significativa de la taxa de rebuig a la producció de productes.
Maneres
Hi ha dos mètodes de flexió del perfil radial: fred i calent (amb precalentament). A més de la separació de mètodes per tipus de temperatura, hi ha molts més tipus relacionats amb la mecanització i l’equip utilitzat, per exemple, la flexió:
- córrer;
- bobinatge;
- arrossegar;
- mètode de laminació de tres rodets;
- utilitzant dos suports;
- mètode d'estirament;
- utilitzant la pressió hidrostàtica interna;
- arrossegar a través de la matriu amb un eix corbat;
- a través de copiadores.
L'elecció depèn de si l'opció calenta o freda funcionarà.
Amb un rendiment fred, es pot aconseguir amb diverses opcions.
- funcionament (diàmetre fins a 70 mm; amb baixos requisits per a la rodonesa de la secció al revolt);
- bobinatge (diàmetre fins a 20 mm);
- arrossegament (per a parets primes);
- amb dos suports (diàmetre fins a 300 mm).
El fred s'apropa a un diàmetre petit, i el mètode fred no podrà doblegar el producte, per exemple, amb un angle de 45 graus. La calefacció millora les propietats de deformació del metall i, augmentant la plasticitat, es fa més fàcil treballar. El precalentament no causa problemes amb el matrimoni en forma d'esquerdes, danys residuals, ondulacions i altres conseqüències. A les grans indústries, la calefacció es realitza mitjançant corrents d'alta freqüència (HDTV). Si hi ha una secció petita, és factible utilitzar eines portàtils portàtils; per a una secció gran no s'aplica aquesta alternativa, aquí s’utilitzen equips mecanitzats.
A més d’aquests matisos, val la pena recordar el fenomen de les conseqüències elàstiques. Significa la capacitat del retorn parcial de la peça després de la deformació a la seva forma anterior. El valor depèn del tipus de material i de les dimensions del perfil, del mètode de temperatura i del tipus de treball - manualment o en equips especials.
A més de les tècniques anteriors, a la llar, podeu realitzar el procés amb l'ús d'equips que us resulten fàcils de crear. Depenent de les característiques inicials i del circuit desitjat, hi ha suficients opcions per estalviar en equips cars. A continuació, es mostren alguns exemples.
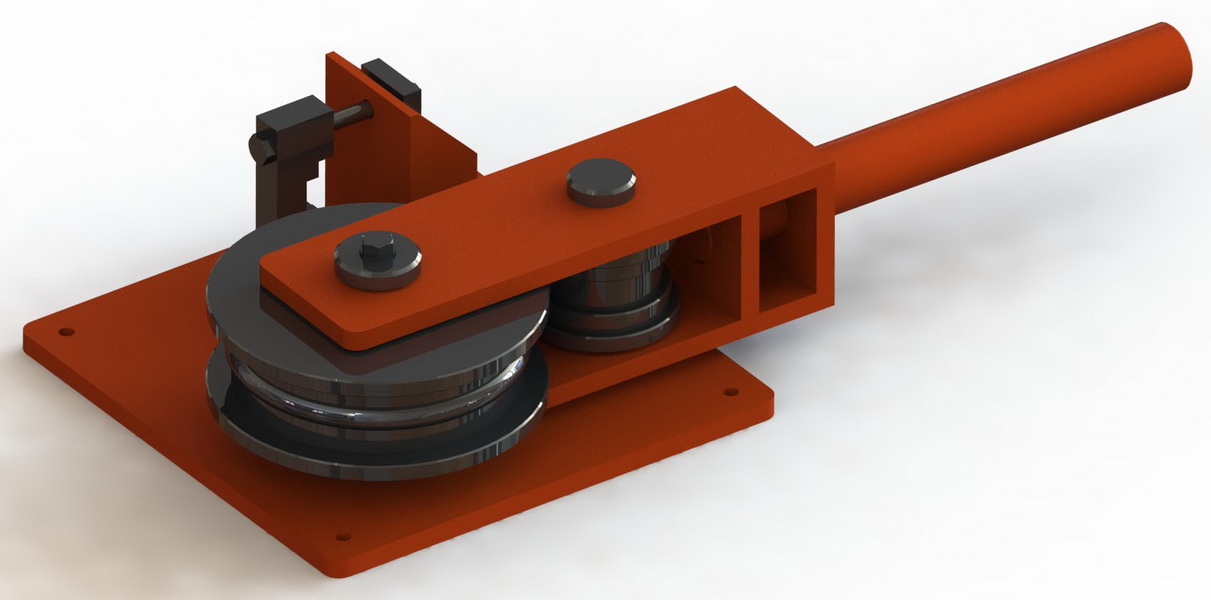
Mecanisme basat en rodets casolans
Aquesta és la versió més propera al perfil rodet original. Per crear-lo, haureu de comprar 2-4 vídeos. Cal assenyalar que la seva amplada hauria de superar lleugerament l’amplada del producte. Per obtenir el resultat que necessiteu fixar-lo en horitzontal, de manera que els rodets tinguin l'oportunitat de girar lliurement, hauran d'estar a una distància semblant l'una de l'altra per no interferir amb la canonada que passa pel sistema sense obstacles.

Aquest assistent de bricolatge us permetrà doblar el producte al voltant de la circumferència. Si es necessita un cert angle, el sistema ha de consistir en tres cilindres giratoris. Mentre que un d’ells és desitjable deixar ajustable. L’element de reforç es col·loca entre els rodets i la persona, controlant el procés, comença a desplaçar-se.
Utilitzant la "màquina de soldar" i la màquina de soldar
Si la construcció d’aquest mecanisme és impossible a causa de les finances, el temps, les habilitats o altres motius, hi ha variacions més comprensibles. Però l’aplicació del mètode de soldadura requereix significativament temps i requereix laboriositat.
La seqüència d’obres és la següent.
- En primer lloc, es recomana calcular el permissible i determinar per si mateix el radi de flexió necessari.
- Apliqueu-les al llarg de les marques transversals del producte, que seran retallades per a una connexió posterior. Com més suau sigui la transició de la part inclinada, més freqüentment és necessari fer marques.
- Feu retalls de tres costats (arestes) seleccionats per marques dibuixades. No s'ha de tocar el quart costat.
- Després de tallar, doblega el producte a la curvatura desitjada. per millorar la precisió, podeu fer una peça. Per exemple, prepareu una part de fusta amb la corba desitjada. Connecteu el costat no serrat de la planxa a la vora corba de la plantilla, fixeu-vos i, a continuació, aplacar el camp perquè coincideixi amb la flexió de la plantilla.
- Soldeu les serres amb cura i fiabilitat.
- Soldeu les zones amb cura, de manera que la superfície de la peça sigui llisa, sense costures sobresortides.


Amb una àrea àmplia del tall, aquest mètode, en absència d’altres, és més adequat que mai.Però aquest mètode és aplicable a treballs individuals, de manera que no s’aplicarà a aquells que necessitin deformar un gran nombre d’elements. En aquest cas, pot ser més racional pensar en crear un doblador de rodets.

Primavera per flexió
Tots els mestres saben sobre aquest mètode. La seva essència és la següent: un ressort especial de secció quadrada de filferro d’acer se situa a l'interior de la canonada en el lloc on és necessari obtenir una corba. El ressort servirà de mandril, la seva secció transversal hauria de ser de 1-2 mil·límetres més petita que la secció interna. Mitjançant un bufador, s'escalfa el lloc de la corba posterior, s'aplica al buit amb un radi de corba adequat i, mitjançant la força, no premeu bruscament fins que obtingueu la curvatura desitjada. Aquest mètode és bastant senzill, però usant-lo durant el treball, es recomana observar acuradament les precaucions de seguretat: treballar amb guants especials i utilitzar pinces.
Consells
Sobre els secrets del mètode calent
Per doblegar amb èxit la canonada de manera calenta, hauríeu d’utilitzar un farcit de sorra. L’opció ideal és la sorra de gra mitjà: construcció o riu. Si no és possible utilitzar només això, com a últim recurs, també serà adequat el material de la caixa de sorra infantil, però prèviament netejat de contingut innecessari. Per netejar-lo davant d’impureses innecessàries, és necessari tamisar un tamís amb forats d’uns 2 mm. Després de la primera projecció al tamís es mantindran articles grans: branquetes i còdols. La seva presència a la càrrega és extremadament indesitjable, ja que quan s'escalfa poden afectar el relleu i formar una protuberància. A continuació, haureu de tamisar el futur farcit per segona vegada, a través d’un tamís fi per eliminar la sorra massa fina. Després del tamisat, la sorra es calcina.

La canonada, en el lloc on es produeix la flexió, és recuit. Abans d’adormir el farcit cal tenir cura dels taps que no li permetin dormir prou. Es recomana fer-los fora de fusta, de manera que s'ajustin perfectament a les parets. En un dels taps cal tallar les ranures a través de les quals cal sortir l'aire calent. Aquestes obertures es troben a cada costat, és a dir, hi haurà quatre seccions quadrades. Després d’instal·lar l’endoll sense forats a través de l’embut, podeu començar a omplir el farciment. Al mateix temps, de manera periòdica hauria de col·locar part per segellar la sorra. Després d’assegurar el segon endoll, podeu marcar la corba, fixar la peça i produir un escalfament uniforme. Si la peça és soldada, la costura s'ha de situar fora de la corba per evitar la seva divergència. El color de la part llesta per a la flexió ha de ser de color vermell cirera i, a partir de la canonada, per volar de l'escala.

Es recomana doblar els productes metàl·lics a partir de la primera calefacció, en cas contrari pot provocar pèrdua de força i fractura de l'element. Si, després de refredar-se, els taps de fusta són difícils de treure, poden incendiar-se i, després de cremar-los, aboqueu sorra.
Sobre els secrets del mètode fred
Les subtileses del mètode fred:
- Sense l'ús d'eines especials ni de calefacció durant la temporada de fred, el procés de flexió pot ser molt facilitat. Per això, alternativament al mètode de sorra, l’aigua s’utilitza com a farcit. Després d’omplir i instal·lar els endolls, el producte s’exposa a les gelades durant el temps necessari per congelar completament el líquid. A la llum de les propietats físiques de l’aigua congelada, la flexió serà més senzilla.
- Per evitar lesions dels raspalls i reduir les forces aplicades, es proposa utilitzar un tub de perfil amb una secció lleugerament més inclinada. Per això, es posa un perfil més gran a les vores de la més petita, augmentant així la resistència de l'espatlla.
- S'aconsella als mestres fer un doblegament de prova sobre una part innecessària del producte, això donarà una idea de les seves propietats físiques i evitarà errors en intents posteriors.
En resum les anteriors, podem treure conclusions sobre l’efectivitat d'aquest o aquell mètode. És més convenient recórrer a professionals que tinguin equipament dissenyat específicament per a aquest fi per obtenir un millor resultat i estalviar temps. Si el treball implica flexió múltiple de productes, per què no pensar en comprar equips especials, i també, potser, a proporcionar serveis de flexió a altres persones. En aquest cas, podeu pagar ràpidament el dispositiu.
Alternativament, hi ha la possibilitat de llogar un dispositiu de plegat de canonades durant un temps determinat. Si hi ha una opció a la vostra ciutat, estalvieu temps i no haureu de pagar de cap manera els serveis cars de les empreses.
Per obtenir informació sobre com doblegar una canonada sense doblar una canonada per a un dosser, consulteu el vídeo següent.



















