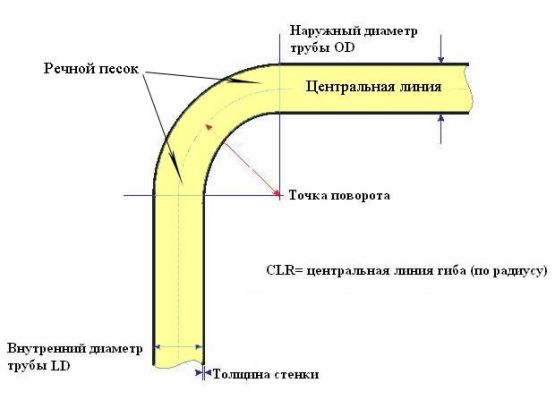
Dobladores de canonades per a canonades de perfil: característiques de disseny i producció independent

El doblador de canonades és un dispositiu especial d’un tipus manual o una màquina de producció dissenyada per doblegar un tub de diversos materials a un cert angle. Els dispositius de sèrie es diferencien pel principi d’operació i poden tenir diferents tipus d’unitats, però per treballar en qualsevol d’aquests dispositius es requereix alguna experiència.
És possible utilitzar canonades d’alumini, crom, coure, acer inoxidable o ordinari o plàstic amb un diàmetre d'entre 5 i 1220 mm o un perfil amb una secció diferent. Angle de flexió: fins a 180 graus.


Dispositiu i propòsit
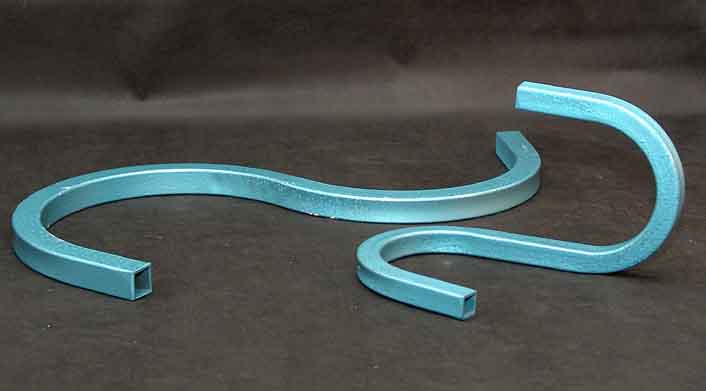
Els tubs rectangulars, ovals i quadrats a la secció es diuen perfil. Aquesta màquina es pot fer a mà, adquirida en una botiga o al mercat de materials de construcció. En aquest article analitzarem com fer aquest dispositiu amb les vostres pròpies mans.
En la fabricació d'un dosser, un marc d'efecte hivernacle, un dosser, mobles metàl·lics i altres estructures, és preferible utilitzar tubs de forma doblegada, ja que aquestes canonades presenten superfícies planes, cosa que fa que sigui convenient muntar el material per a sostres. En condicions de vida, no és fàcil doblar la canonada sense deformacions ni plecs.


Per tant, s’utilitza un doblador de canonades. En la majoria dels casos, aquest dispositiu està equipat amb una unitat hidromecànica o electromecànica. Amb ell, és possible doblar la canonada sota qualsevol grau. Per a la fabricació de peces, podeu doblar canonades amb mecanismes de producció especials. Però tenint en compte el seu cost elevat, és millor muntar una màquina dobladora de canonades amb les vostres pròpies mans a casa. El muntatge està fet de materials disponibles i freqüentment disponibles. La construcció lleugera no necessita gaire espai al garatge o al pati.
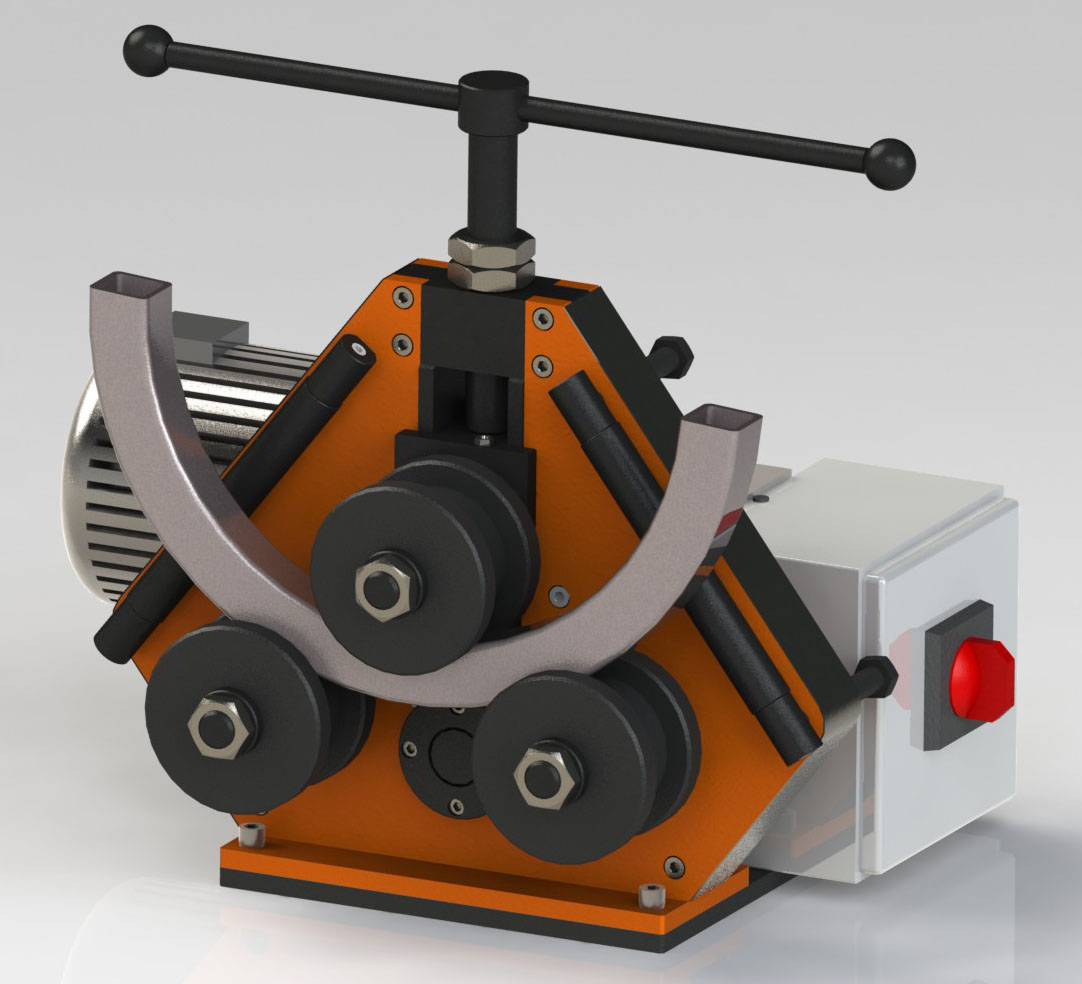
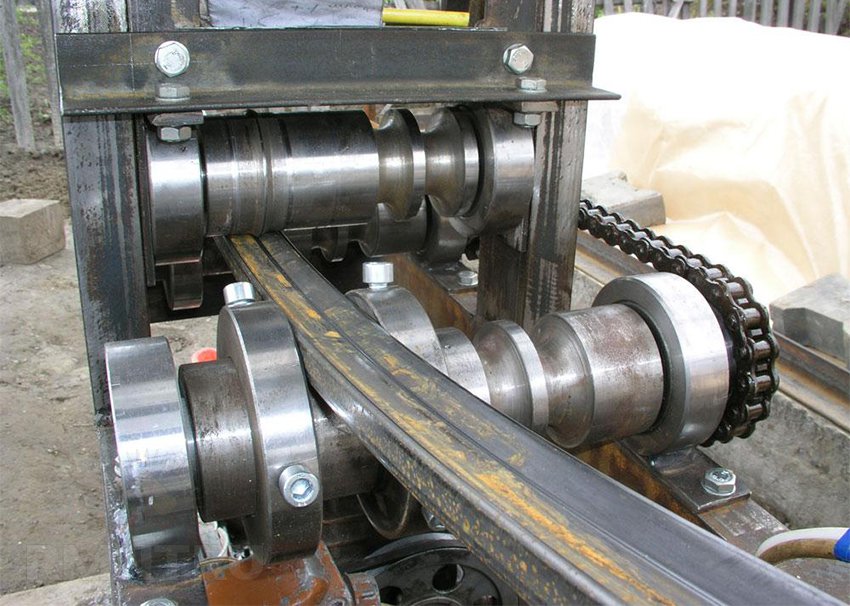
Les parts principals utilitzades per a aquesta màquina són els eixos (rodets), la palanca (presa), la cadena de transmissió, el cilindre hidràulic, l’eix de rotació, el marc del dispositiu. El marc es pot tancar i obrir. Es considera que el component principal d’aquest dispositiu és el cilindre hidràulic que realitza el paper de potència. El principi de funcionament del doblador de canonada autoproduït és sempre el mateix: la peça de treball es col·loca a les parades del rodet i al centre hi ha un rodet de parada, que exerceix una pressió sobre la canonada, que la pega al radi desitjat.

Els rodets s'estableixen cilíndrics o estriats, depenent de la mida i la forma de la peça de treball. Per a un perfil ampli i pla, els rodets llisos són fàcils d’utilitzar, ja que es necessiten rodets alts i estrets amb una guia de ranura. Els corrons universals més demandats. Quan calgui, els rails de guia estan connectats a la base tubular. Aquest mecanisme requereix la despesa de força física. Per tal de facilitar el treball de les màquines equipades amb accionaments hidràulics. A més, estan equipats amb un motor elèctric (un cuc de cuc). L'elecció del tipus de caixa del canvi depèn del diàmetre de la canonada. Aquestes instal·lacions addicionals permeten doblar canonades de gran diàmetre.


Principi d’operació
La corba de la canonada de perfil es produeix segons el principi de rodar o rodar. Per doblar les canonades de secció petita, podeu utilitzar mètodes senzills a mà, que no requereixen la creació d’un mecanisme complex.
Aquests inclouen:
- Omplir de sorra. L'interior de la canonada preparada s'omple de sorra fina, prèviament assecada i tamizada. Els forats dels dos costats es tanquen amb embussos de trànsit.A més, la canonada es dobla en un patró de la forma desitjada. Si cal, el lloc del plec s'escalfa amb un bufador o una torxa de gas fins a envermellir-se. Aquest mètode consumeix temps, té una qualitat baixa i una precisió baixa.
- Omplir d'aigua. Per doblegar un perfil amb aigua, primer ha de congelar-se. El tub està segellat en un extrem amb un tap, ple d’aigua i situat al fred. En cap cas, els dos extrems de la canonada haurien de tancar-se amb un topall de manera que quan el gel s'expandeixi, no trencarà la canonada. A continuació, el perfil congelat es dobla amb una plantilla. Aquesta tecnologia és adequada per a tubs de coure i alumini de parets primes.

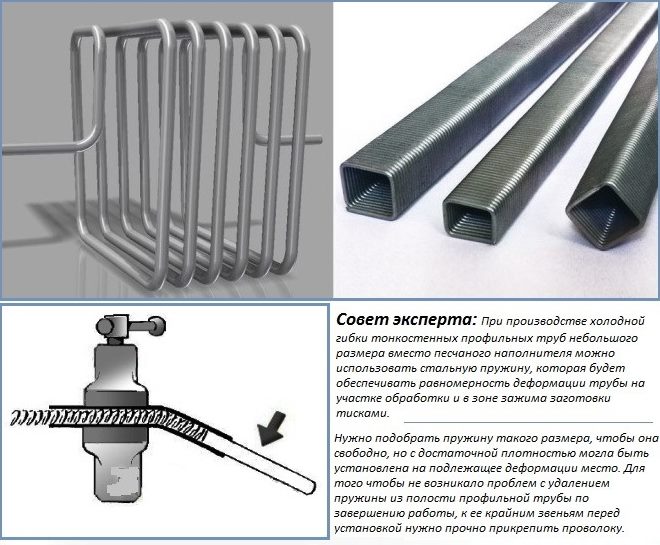
- Primavera. Per endavant, una espiral està arrissada des del fil de metall, les dimensions de les quals són un 3-5% inferiors a la secció de perfil intern. El ressort es col·loca a l'interior i, després de la canonada, es pot doblegar de manera senzilla mitjançant una plantilla. Un cop finalitzada la feina, es retira, anivella la font i es pot tornar a utilitzar.
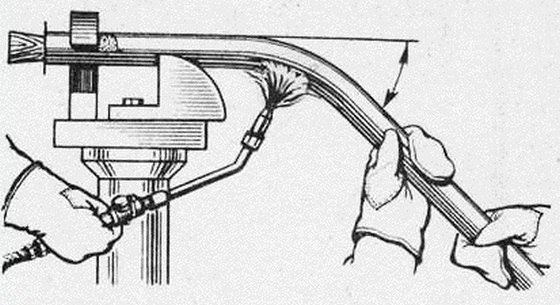
- Soldadura, tall. Aquest mètode s’utilitza si el radi de curvatura és mínim i la canonada té parets gruixudes. Des del costat interior de la corba planejada, segons els càlculs geomètrics produïts anteriorment, els segments es tallen amb l'ajut d'un molinet. La canonada està inclinada al radi desitjat i els costats connectats dels retalls es solden amb una màquina de soldar. A efectes estètics, les costures de soldadura es molen mitjançant un triturador.


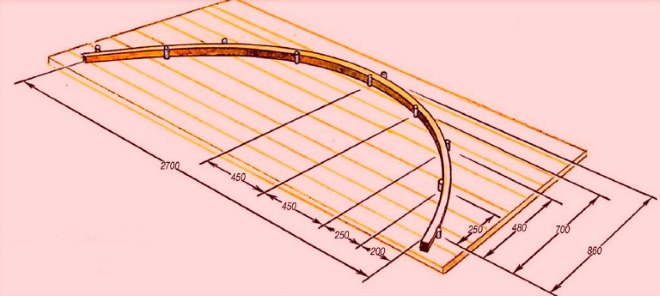
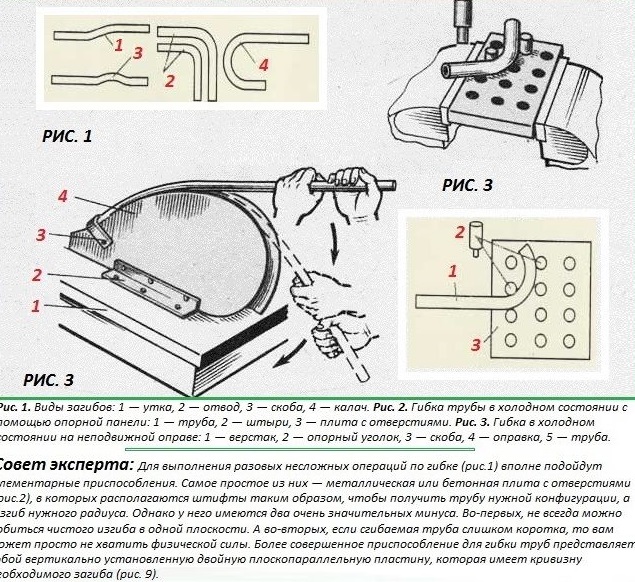
- El disseny més simple és la flexió de canonades mitjançant una plantilla. Aquest mètode està destinat a la fabricació de comptes en blanc del mateix tipus en grans quantitats. Per a la fabricació d’aquestes plantilles s’utilitzen taulers de fusta amb un gruix d’almenys 2-3 cm, mentre que els límits (costats) de qualsevol material s’instal·len al llarg de les vores de la mostra acabada de manera que el perfil no es desplaci durant el treball. La fixació del sistema en el sòl o en qualsevol pla determina l’èmfasi pel perfil de metall. Després d'haver-lo construït entre l'enclusa i la plantilla, premeu suaument cap a l'extrem oposat i assegureu-vos un pressupost uniforme per tot el pla. Per tal de facilitar el premsat de la canonada, s’utilitza una palanca addicional. Aquest mètode és adequat per a un perfil amb un diàmetre no superior a 1 polzada. Quan s'utilitza un perfil més gran en lloc d’una plantilla de fusta, s’utilitzen espais de reforç mantenint el radi desitjat, es fixen en una base de formigó.

L'avantatge d'aquest mètode és el seu baix cost i facilitat de treball, però la precisió i la qualitat de les peces durant el processament es distingiran per taxes baixes. A més, haureu de produir un patró nou cada vegada que necessiteu doblar un radi diferent. Aquesta opció s'aplica bé a les pipes d’alumini i de coure.
Els mètodes anteriors treballen amb l’ajut de la força muscular, per tant, s’utilitzen només per a perfils de paret prima de baixa resistència. Per a canonades de secció transversal més gran, es necessiten màquines especials amb mecanisme elèctric. Però això no vol dir que sigui necessari comprar una màquina de producció sense fallar. El material manual és fàcil de muntar.

Tipus de màquines
Segons els requisits de funcionament, hi ha màquines fixes (fixes) i manuals. Les estructures estacionàries s’utilitzen en major mesura en fàbriques. Un dispositiu fet a mà amb les vostres mans és més adequat per al treball domèstic.
Depenent de la unitat, hi ha diversos tipus de dispositius de plegat de canonades:
- Hidràulica (gat hidràulic usat). Hi ha estacionaris i manuals. Doble les canonades amb un diàmetre de fins a 3 polzades. Aquestes màquines s’utilitzen en indústries especials i poden dur a terme una impressionant quantitat de treball.
- Mecànica. La pressió es forma manualment mitjançant el cargol principal o la palanca.
- Electricitat. La flexió té lloc a costa del motor elèctric), adequada per a la flexió de qualsevol canonada, tant amb parets primes com gruixudes. Gràcies a l'electrònica, es fan càlculs precisos de l'angle de flexió. Aquestes canonades no tenen deformacions.
- Electro-hidràulica. El cilindre hidràulic és alimentat per un motor elèctric.



Les plegadores de canonades, segons la capacitat de flexió de canonades, es divideixen en mecanismes que funcionen amb canonades de fins a 16 mm, 20 mm, 32 mm, 50 mm, 76 mm.
Per doblar el tub de diverses maneres.
En aquest sentit, els dobladors pel mètode de flexió es divideixen en:
- Segmental. Estan equipats amb un dispositiu especial que simultàniament tira i doblega la peça a l’angle desitjat al voltant del segment.
- Vista de ballesta de màquina. Equipat amb un mecanisme especial que consisteix en un component de plegat.

- Dispositius de primavera. Equipat amb molles. En aquestes màquines és possible manipular peces metàl·liques.
- Sod. Consisteix en una guia, que es col·loca dins de la canonada abans de començar a treballar. Aquest element amb un mandril protegeix la part de la deformació i de l’aplanat. Aquesta màquina s'utilitza en la fabricació de canonades per a automoció i per plegar canonades d’alumini.
- Lint lliure La flexió es realitza enrotllant la peça al rodet de flexió.

La longitud de la peça, que ha de ser doblegada, utilitza dispositius de dos tipus:
- màquines de palanca;
- dispositius rodants.
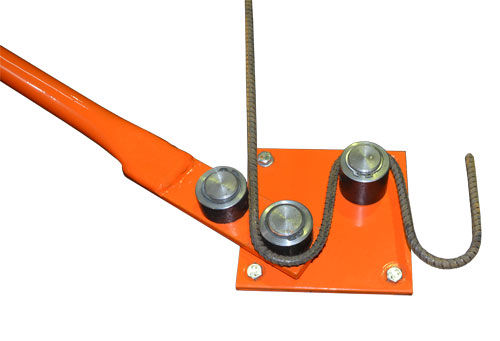
Es consideren els dispositius més utilitzats com a palanca. També estan disponibles en la producció industrial dobladors de gespa i gespa. El principi de funcionament d’aquestes màquines està format per dos rodets de guia i un manòmetre (mandrí). Aquest mecanisme permet realitzar processos freds de canonades de metall rodones en àrees petites. A causa de la seva petita ballarina de petita grandària es considera el dispositiu més comú entre els instal·ladors professionals de comunicacions tècniques. El dispositiu va rebre el seu nom a causa que el disseny és similar a una ballesta.
Però aquest tipus de mètode condueix a un tub a un tram just al llarg del radi de corba externa, que afecta la reducció del gruix de la paret i la seva ruptura. En particular, el mètode de la ballesta no és adequat per a plegar tubs de paret prima.

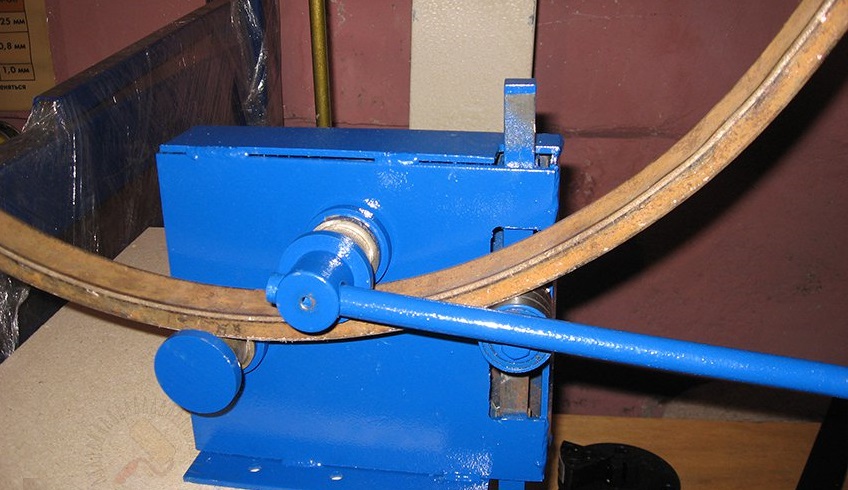
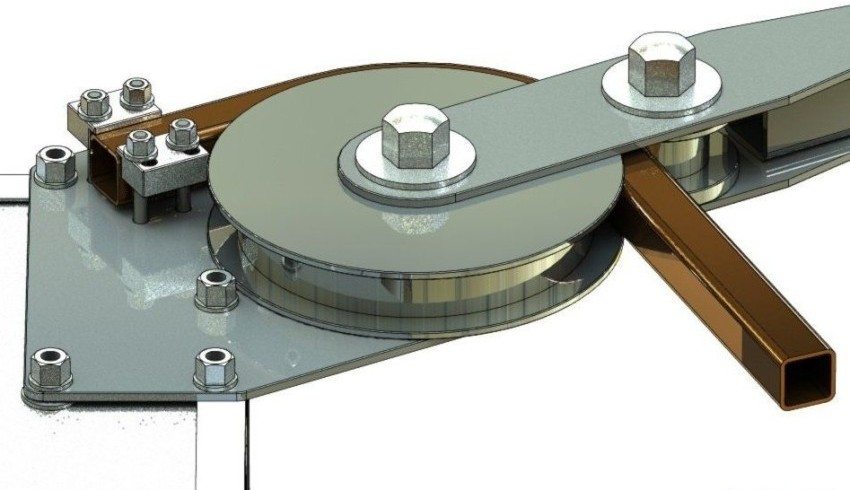
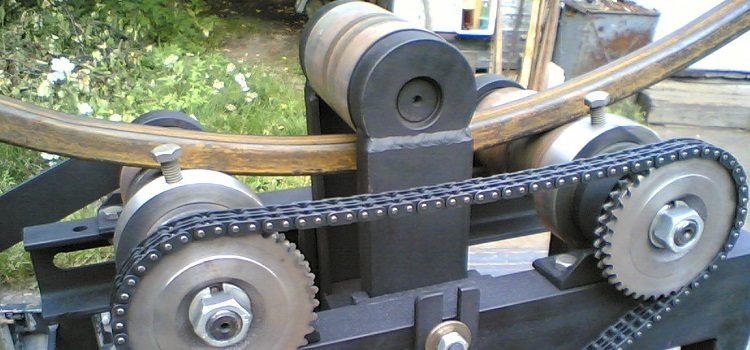
Per a la producció d’un nombre significatiu de parts monotípiques de petit radi de flexió, és possible utilitzar un tub doblador-cargol. Aquesta unitat consta de dues politges (rodes) de diferents diàmetres fixades als eixos. Mitjançant la fixació d’un extrem del tub a la roda, un corró del diàmetre més petit (la roda principal) fa pressió sobre la peça, mentre que al mateix temps gira el rodet sobre la secció de la peça. A causa del que la pipa està inclinada per la superfície de la politja gran, adquireix la seva forma. L’únic inconvenient d’aquest mètode és la impossibilitat d’extreure corbes d’un radi més gran.
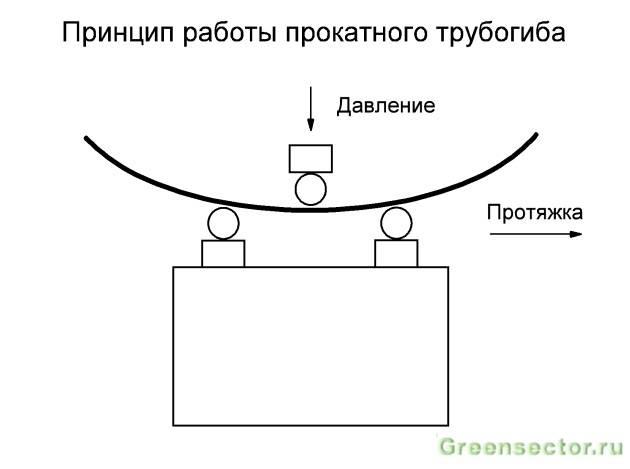
Els treballs pràctics i versàtils són les màquines dobladores (doblades), fet a mà, en el qual podeu ajustar l'angle de deformació d'un tub metàl·lic. El sistema més simple de la màquina laminadora consisteix en una base i un eix d'accionament fixat sobre ella, situats a una certa distància l'un de l'altre. La pressió s'exerceix sobre la canonada per un corró mòbil i el seu estirament es realitza fent girar els eixos principals. Quan creeu petites corbes de radi, haureu de completar 50-100 tirades. Per evitar deformacions, haureu de rodar el producte amb la mateixa velocitat. Serà difícil muntar el mecanisme de rodament independentment a l’entorn domèstic, ja que es requerirà girar i soldar.


Eines i materials necessaris
Primer heu de desenvolupar l’esquema correcte (dibuix) amb mesures precises i els materials necessaris. Abans de muntar la màquina, determinarem quin radi de corba de perfil serà més necessari. A partir d’aquest punt, seleccioneu la mida de l’impulsor.
En elaborar el dibuix d’una màquina casolana, heu d’acceptar la regla principal: la força i la lleugeresa de la construcció. També es necessitaran les següents eines elèctriques: una màquina de soldar, un tornavís, una búlgara, tallar i rectificar, un martell, un vici, un trepant.

Esquema de construcció
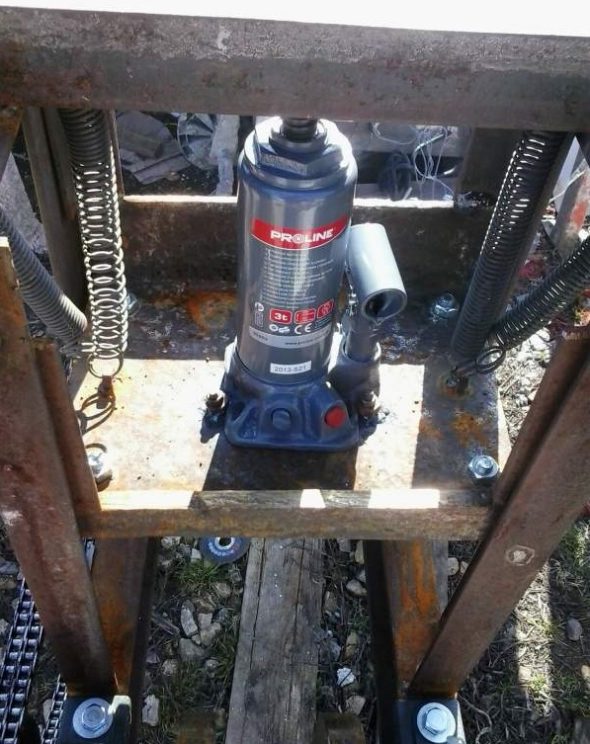
És possible construir una màquina hidràulica per a la flexió de punts a partir de 2 parts d’un canal, 4 angles i 2 parts de dits d’una pista de tractor. La desviació de la canonada proporciona la palanca hidràulica habitual (presa) amb una força d'almenys 5 tones. S'hi munta una "sabata" metàl·lica. Es pot demanar i comprar a un torner o aprofitar la vella politja. La latitud del "degoteig" hauria de correspondre amb l’amplada del perfil. Tallant la meitat de la politja i perforant-hi una presa per a la vareta de presa, obtenim un sistema d’accionament hidromecànic. La base de la màquina casolana és de 4 cantonades (prestatge de 60 a 80 mm), que es connecten a la placa metàl·lica. Dos canals soldats a les cantonades superiors sincrònicament. Els forats es foren simètricament a les parets del canal per regular l'angle de corba de l'espai en blanc.
Aquesta màquina és molt fàcil d’utilitzar. Als forats del canal es col·loquen 2 dits metàl·lics i es posen sobre els rodets. Un gat amb una sabata s'alça de tal manera que un perfil pugui encaixar entre ell i les parades. Després de la instal·lació, les canonades actuen sobre la nansa, formant la corba desitjada.

El doblador també es pot dissenyar amb les vostres mans. Per construir-lo, necessitareu dos metres lineals del canal (nivell de paret de 15-20 cm), que serà el bastidor i la base. Per als rodets, podeu utilitzar 6 petits trossos de tub metàl·lic, que serviran de suport per als rodaments. Per aquest motiu, la mida interna de la canonada ha de correspondre al valor extern del rodament. Després que el rotor faci els eixos per a la flexió de rotlles, procediu al muntatge del llit.
A causa de la rotació del mànec connectat a l'eix de la parada intermèdia, es realitza una flexió del tub en forma. És possible establir el radi de corba del perfil mitjançant l’inclinació del canal oscil·lant i els rodets situats al llarg de les vores. Amb aquesta finalitat, els rotlles no es solden amb el marc i produeixen un lliscament. El gat hidràulic es pot substituir amb cotxe.
Per a la màquina més senzilla es requeriran els següents elements:
- jack;
- fonts fortes;
- perfils d'acer per a muntatge de bastidor;
- rodets (eixos): tres peces;
- cadena de transmissió.
A continuació, recopileu el dispositiu. Muntem un marc durador, els detalls dels quals estan units per soldadura o perns. Segons el dibuix, establiu l'eix de rotació i els rodets. Els eixos es fixen de manera que els dos eixos exteriors estiguin situats per sobre del mig, formant un arc. La distància entre els rodets determina el radi de curvatura de la canonada de perfil. Per al funcionament d’aquest mecanisme, s’utilitza una transmissió en cadena, que consisteix en tres marxes i una cadena antiga (peces de recanvi d’un cotxe, una motocicleta o qualsevol altre equipament). Per fer funcionar tot el sistema muntat, necessitareu un mànec que es fixi en un dels rodets (eixos) i crea la força de rotació necessària.


La màquina per doblar la canya de perfil també es pot crear a mà. Per a aquest mecanisme, el llit està format per un canal amb una longitud de 77 i una alçada de 10 cm.
Muntem la construcció segons les instruccions:
- Des de la banda de metall amb una amplada de 5 mil·límetres es tallen 4 estands principals per a petits eixos, el perfil els mourà. A l’extrem superior del lòbul es retalla l’obertura de l’eix de rotació dels rodets. La mida dels bastidors - 5 * 10 cm.
- Els bastidors es fixen al canal mitjançant una màquina de soldar, mantenint una distància de 30 cm. Els rodets dels eixos es poden trobar al mercat dels materials de construcció.
- A continuació, es talla una placa per a una màquina a partir d'una planxa de metall de 8 mm de gruix. La mida de la placa és de 25 * 25 cm. S'ha instal·lat un rodet central a la placa, per la qual cosa el perfil es mourà.
- Als extrems de les plaques es col·loquen tires de fusta amb una amplada de 10 mil·límetres, que s’adapten amb un superglé. De manera que en girar el rodet no agafi la placa, necessitem aquests suports.


- Per instal·lar el rodet, necessitareu 2 rodaments, en la qual girarà l’eix de l’eix.Els rodaments es fixen amb perns a les obertures perforades des de l'interior dels suports.
- Llavors, cal fer 4 estands de 40 cm de longitud, utilitzant la cinquena cantonada, i fixeu-los a les vores de la placa amb l'eix principal mitjançant la soldadura, fixant-lo a la stanitsa (canal) de la màquina. La placa es col·loca a la part central dels pilars, mantenint una distància entre els eixos dels rodets, igual que la mida del perfil amb què es treballa.
- Els taps es tallen de fulla metàl·lica de 8 mm, la seva soldadura està fixada al fragment superior de les prestatgeries. A continuació, haureu de fer una placa sota la coberta de la màquina, on hi ha instal·lat el cargol d’ajust. Des de l'interior de la placa s’ha perforat un forat corresponent al diàmetre del cargol utilitzat.


- Els forats per als perns (de 10 mm de diàmetre) es foren als taps i la placa de coberta es fixa en els bastidors.
- Es talla un fil a l’obertura i es cargola un taló al mig del qual gira el cargol de subjecció.
- Es solda una cantonada de 15 mm a la placa, que és una parada de cargol exterior. A la cantonada que hi ha sota el cargol hi ha obertura perforada, eix sincrònic del taló. Es talla un fil apropiat a l’obertura.
- Queda per fixar el mànec de l’eix principal i fixar-lo a l’eix del rodet. El mànec es pot fer a partir de la vàlvula des de les persianes o un reforç de la longitud desitjada.


Tecnologia de muntatge
Per tal de protegir l'estructura muntada de la humitat, es cobreix amb una solució especial que protegeix contra l'òxid i després es pinta. En les màquines hidràuliques és possible dur a terme la flexió d’un tub en forma de diversos materials i productes de parets gruixudes. Realitzeu un procediment similar possible pel mètode de preescalfament en fred i en calent. L'objectiu del mètode calent: la canonada s'escalfa a l'exterior o es passa l'aire calent a la canonada, la qual cosa augmenta la seva plasticitat, respectivament, els indicadors de qualitat de flexió augmenten. Fred: aquest mètode és senzill, s'utilitza per a canonades de plàstic.
Abans de plegar-se, aquestes canonades s'omplen de sal, oli, sorra, aigua, cosa que permet produir la corba més alta qualitat, sense danys significatius a la canonada.

Consells útils
- Els corrons desmuntables de diversos tipus proporcionaran l'oportunitat de treballar tant amb el tub en forma com amb el rodó.
- Perquè el mecanisme de flexió sigui el més multifuncional, els rodets d'embranzida han de ser mobles preferentment. Per això, podeu canviar el radi de la fractura de la canonada.
- Si la flexió es realitza mitjançant una plantilla, per tal que el tub s'ajustin perfectament a la mostra, és possible utilitzar ganxos de ferro per a la parada.
- Si el tub de perfil ha de ser doblegat sota el radi més gran, llavors és més correcte utilitzar un doblador de canonada de tres rodets.
- No s'ha d'oblidar que el perfil perd força en el moment de la flexió. Per aquest motiu, si s'utilitzen angles més propers a 90 graus, és més correcte tallar la canonada i, per soldadura, donar-li l'angle de corba desitjat.


- S'adjunta un manual d'instruccions detallat a cada màquina de fàbrica, en la qual s'indiquen totes les característiques i dades tècniques del dispositiu. Perquè la màquina serveixi durant molt de temps i sense avaries, cal familiaritzar-se amb les instruccions abans de començar a treballar.
- No us oblideu de l’equip de protecció personal. Durant el treball amb el triturador, haureu d’utilitzar ulleres o un escut de seguretat, i el treball de soldadura s’ha de fer amb roba especial, guants i màscara de soldadura.
Al següent vídeo trobareu instruccions completes per muntar un doblador de canonades a casa.



















